I particolari che dichiarano il prestigio e l’unicità più di qualunque magniloquente descrizione. La realizzazione di 4 scarichi , alieni a qualsiasi geometria euclidea. Da un blocco creare disassamenti e effetti ottici scomposti che emergono solo nella visione di insieme per un pezzo unico ora e sempre
Click sulle immagini per ingrandire
Titolo progetto:
Corpo pompa Turbo
Descrizione:
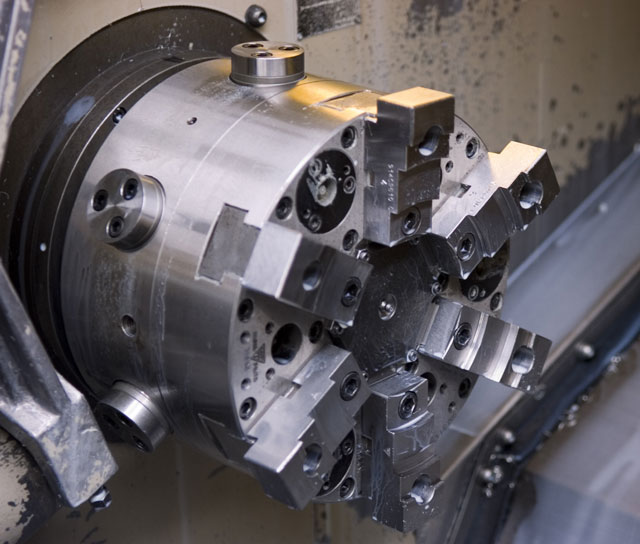
Un corpo pompa altamente tecnologico e con ristrettissimi margini di tolleranza dimensionale che richiederebbe 5 o 6 prese in carico di centri di tornitura e fresatura diversi e che invece in Oms trova risposta in una unica macchina di altissima tecnologia.
Questa soluzione garantisce la massima precisione di esecuzione (vedi descrizione integrex 200 Gt allegata), nonche’ una efficienza economica sul prodotto stesso del 12% circa
Una produzione fluida di 12 /18 pz al giorno, garantita al 99% per la capacità di gestire contemporaneamente una fresa a 5 assi e 2 torni
Click sulle immagini per ingrandire
Titolo progetto:
Progetto Carter Harley
Descrizione:
Nel solco della tradizione di un brand universale, un realizzazione in puro stile italiano, con il concetto di design anteposto alla precisione per fare emergere il lato estetico del lavoro di una fresa.
Titolo progetto:
Progetto europeo Tmac64
Descrizione:
Oms coordina un gruppo di aziende focalizzate alla costruzione di un rotore in titanio dal pieno e monolita
Titolo progetto:
Progetto Vortex
Descrizione:
Il Politecnico di torino come committente e un Reattore ad alta pressione da reingegnerizzare. Soluzioni di raccordo intercambiabili con innesti a vite e Oring di tenuta, ridisegno e ridistribuzione dei flussi di gas ad alta pressione con miglioramento della tenuta e della efficienza.
Questo sistema ha permesso la sostituzione di una singola valvola di gestione flusso dei gas, quando si è reso necessario ai fini della ricerca, senza dover ricorrere alla sostituzione dell’intero sistema di ignezione del gas ad alta pressione , offrendo un notevole risparmio sia in termini economici che in termini temporali.
Titolo progetto:
Progetto Molibdeno
Descrizione:
La costruzione di una stampo in materiale molibdeno al 99%
Ai fini di una ricerca , si è reso necessario ricreare alcuni particolari in Molibdeno 99%, i precedenti particolari erano realizzati in carbonio, ma i residui lasciati durante il processo ,rendevano inutili i dati rilevabili.
Vista la criticità dell’applicazione e dei materiali ad essa legati, il dipartimento di scienza e chimica dei materiali ho deciso di tentare una sfida ad ora mai provata: eseguire lavorazioni meccaniche di precisione su una lega di Molibdeno al 99%, lavorazione con ogni probabilità mai provata fino ad ora Una sfida sino ad ora mai tentata. Una lavorazione che solo Oms può provare a rendere realizzabile
Click sulle immagini per ingrandire
Materiale:
Ergal 7075 T6 Barra Estrusa Diam. 240mm , lunghezzza 135 mm
Cliente:
Partner Mori Seiki
Nome pezzo:
Lamborghini Reventon
Applicazione:
Domostrativo HIGH IMPACT lavorazione 5 assi
Commitment:
Esplorare e metter in luce, le potenzialità della NMV5000 della Mori Seiki
Lead Time:
Esplorare e metter in luce, le potenzialità della NMV5000 della Mori Seiki
Descrizione:
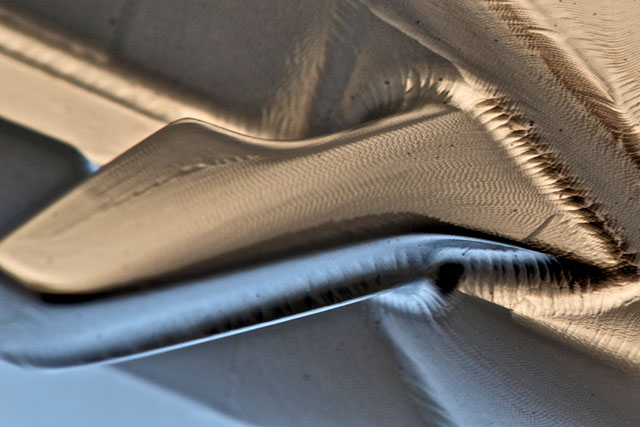
Alcuni dati per inquadrare il challenge intrapreso e portato a compimento.
Peso del materiale grezzo : 11.6 Kg.
Peso del pezzo finito : 1.9Kg.
Tempo di lavorazione ad alta velocità : 29h 15min.
Lavorazione con fresa semisferica diam 3mm.Lavorazione 3D con fresa diametro minimo 2 mm.
Progettazione esecuzione programma CNC: Mastercam X5.
Il programma Cnc della sola lavorazione di finitura a 5 assi,occupa 235 Mbytes. Mettendo in fila tutti i caratteri c si otterrebbe una linea lunga 220 Km
Il cliente ha lanciato la sfida di realizzare un dimostrativo delle potenzilità della macchina Mori Seiki NMV5000, che fosse diverso dalla solita girante per turbina, visibile in tutte le fiere di settore.
Abbiamo accolto la sfida mettendo a disposizione tutto il nostro Know how e realizzando a tempo di record il prototipo visibile in foto.
Click sulle immagini per ingrandire
Materiale:
Lega Alluminio 6082T6
Cliente:
Brembo Racing
Nome pezzo:
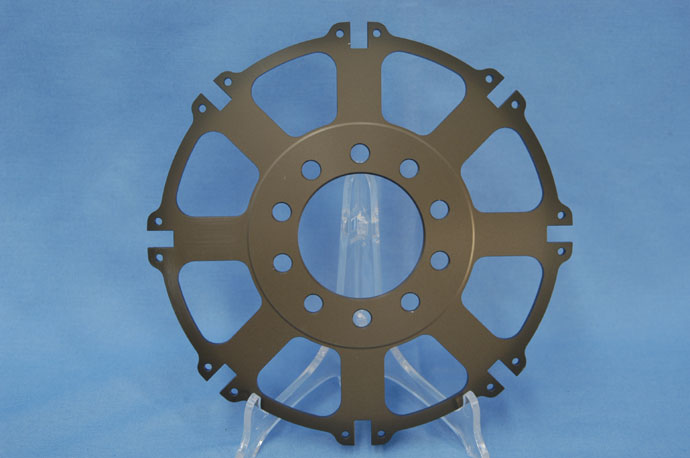
Campana Disco Anteriore
Applicazione:
Sistema frenante x Moto GP
Commitment:
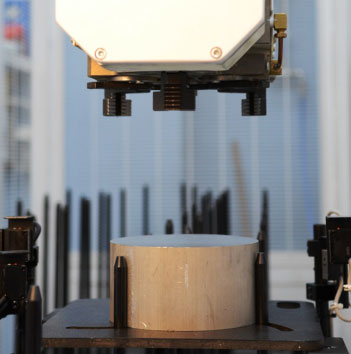
Richiesto errore max di planarità entro 0.05mm
Lead Time:
12gg lavorativi
Descrizione:
Il commitment del cliente era mantenere una tolleranza di planarità, con un errore compreso tra 0.03 mm e 0.05 mm, compromessa invece dal tensionamento e detensionamento propri della lavorazione
Lo studio di processo realizzato, ha coinvolto anche i fornitori, in fasi di analisi teorica e verifiche sperimentali
Con la messa a punto di un mandrino a 6 punti di presa, bilanciato ed equilibrato, e con un sistema di “compensazione” della forza centrifuga. Si è raggiunto l’obbiettivo di ridurre la tensione sulle fibre di materiale
La verifica produttiva ha fornito apprezzabili risultati, con un errore compreso tra 0.02 e 0.03 mm.
Al fine di mantere la tolleranza anche dopo l’operazione di fresatura , sono stati validati utensili MONOTAGLIO , con un impatto meno invasivo sulle fibre di materiale, grazie a specifici angoli di affilatura
Click sulle immagini per ingrandire
Materiale:
Lega Avional 2014 t6
Cliente:
Agilent Technologies
Nome pezzo:
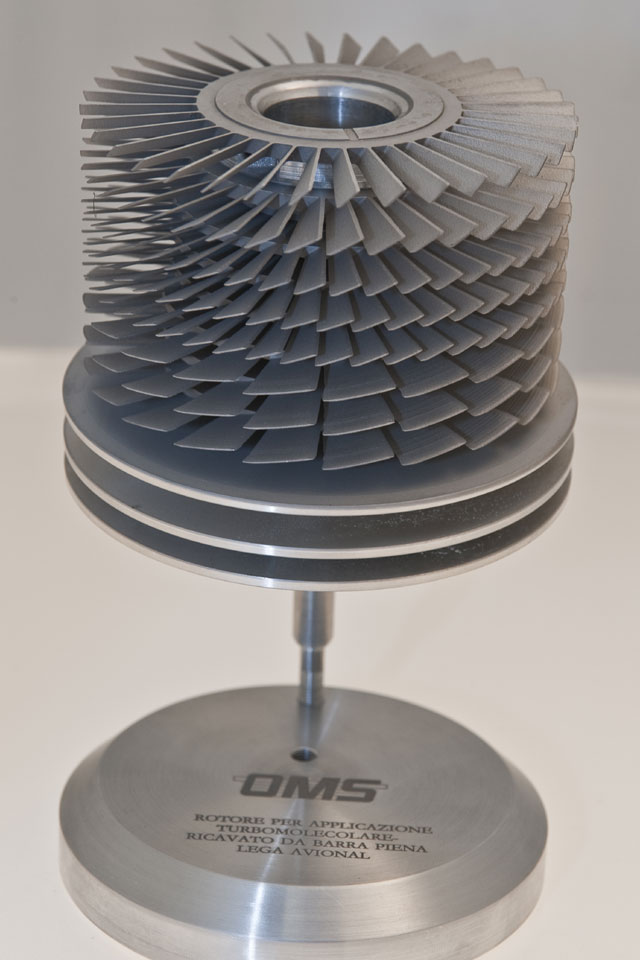
Rotore Turbo
Applicazione:
Rotore pompa turbo molecolare
Commitment:
Parallelismo alette turbina-concentricità tra gambo e alette
Lead Time:
12gg lavorativi
Descrizione:
Il ridotto spessore delle alette del rotore rende impossibile mantenere la tolleranza di perpendicolarita’ con l’ asse del gambo rotore, entro il limite di 0.03mm.
Le cause sono l’ eccessivo carico termico sulle alette durante la fase di tornitura CNC, e l’eccessivo attrito generato dall’utensile di taglio.
Lo studio di processo ipotizza pertanto la realizzazione ex novo di un utensile PCD (diamante policristallino), con angoli di taglio e di spoglia funzionali a ridurre il carico termico e l’attrito. Sul centro di tornitura CNC viene installato un impianto idraulico per liquido di refrigerazione ad alta pressione di uscita a circa 15Bar.
La collaborazione con il fornitore, ha prodotto un utensile originale, su nostro disegno, grazie al quale l’errore, di perpendicolarita’, è stato ridotto a 0.015/0.020mm.
Click sulle immagini per ingrandire
Materiale:
Acciai inossidabili della serie AISI 303, 304, 316, 416 L
Cliente:
Collaborazioen Ridix Oms
Nome pezzo:
Filtro Ridix Bypass tipo R1
Applicazione:
Impianti di filtraggio per liquidi da taglio
Commitment:
Ottimizzare il filtraggio dei liquidi contaminati da particelle metalliche
Lead Time:
30 gg
Descrizione:
L’esigenza era di migliorare l’efficienza delle soluzioni di filtraggio proposte dalle case costruttrici di macchine utensili. e nello stesso tempo ridurre i costi. Il cuore della soluzione passa nel posizionamento del gruppo filtrante vicino alle macchine nell’ottica di operare in bypass, a ciclo continuo ,con la macchina stessa. Il sistema, a cartuccia, può essere configurato in diverse soluzionei ed a seconda delle macchine di lavoro, si può arrivare a filtrare sino a particelle di 3 micron. la flessibilità di implementazione, a seconda del centro di lavoro, la prossimità del filtraggio e l’operatività in bypass, che riduce il volume di liquido non riutilizzabile, hanno permesso di ridurre sensibilimente i costi di questa fase della laovrazione.