The details state the prestige and uniqueness more than any grandiloquent description may do. The construction of 4 discharges, alien to any geometry. From a block to create offsets and broken optical effects that emerge only in the overview of a single piece, now and forever.
Clickon images to enlarge
Project title:
Body pump turbo
Description:
A high-tech pump body with extremely tight dimensional tolerance that would require 5 or 6 calls to different turning and milling centre that in Oms it finds a response in a single machine of extremely high technology.
This solution guarantees maximum precision of execution (see description Integrex GT), as well as economic efficiency on the product by about 12%. Smooth production of 12/18 pcs/day, guaranteed at 99% for the ability to simultaneously manage a 5-axis milling and 2 lathes.
Click on images to enlarge
Project title :
Carter Harley Project
Description:
In the line of tradition of a universal brand, a realization in authentic Italian style, with the design concept of the
prefixed accuracy to bring out the aesthetic side of the work of a milling cutter.
Project title:
European Project Tmac64
Description:
Oms is coordinating a group of companies focused on the construction of a rotor in titanium billet and monolith.
Project title:
Vortex Project
Description:
A reactor at high pressure by re-engineer. Client: The Polytechnic of Turin.
Solutions of connection with interchangeable screw couplings and Oring sealing, redesign and redistribution of the flow of high pressure gas with improvement of the seal and efficiency.
This system allowed the replacement of a single valve management of gas flow, and when it was necessary for research purposes, without the need to replace the entire fuel injection system of the high pressure gas, offering a considerable saving in both economical and time terms.
Project title :
Molibdeno Project
Descrption:
The construction of a mold made of Molybdenum 99%.
For research purpose it became necessary to re-create some details made of Molybdenum 99%; the previous details were made of carbon, but the residue left behind during the process, rendered useless the observable data.
Given the critical aspects of the application and materials associated therewith, the science and chemistry of materials Department has decided to challenge that has never been tried: to run precision machining processing of an alloy of Molybdenum 99%, manufacturing that most likely has never been tried until now. A challenge ever attempted up to now. A process that Oms can only try to make it achievable.
Bilder zum Vergrößern anklicken
Material:
Ergal 7075 T6 Press-Stange Ø 240mm, Länge 135 mm
Kunde:
Partner Mori Seiki
Teilbezeichnung:
Lamborghini Reventon
Anwendung:
Demo HIGH IMPACT Bearbeit. fünfachsig
Commitment:
Entdecken Sie die zahlreichen Möglichkeiten, die der Mori Seiki NMV5000 bietet
Durchlaufzeit:
Entdecken Sie die zahlreichen Möglichkeiten, die der Mori Seiki NMV5000 bietet
Beschreibung:
Hier sind einige Angaben zu der großen Herausforderung, der wir uns stellten:
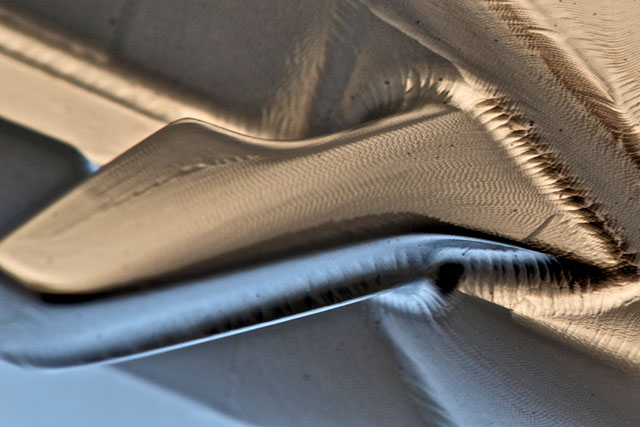
Gewicht Rohmaterial: 11,6 kg.
Gewicht gefertigtes Teil: 1,9 kg.
Dauer der Hochgeschwindigkeitsverarbeitung: 29 h 15 min.
Bearbeitung mit Halbkugelfräser Durchm. 3 mm. 3D-Bearbeitung durch Fräse mit Mindestdurchmesser 2 mm.
Planung Ausführung CNC-Programm: Mastercam X5.
Das fünfachsige CNC-Programm allein für das Finish nimmt 235 Mbytes ein. Würde man alle Schriften aneinanderreihen, erhielte man eine 220 km lange Linie.
Der Kunde stellt uns vor eine anspruchsvolle Aufgabe: Wir sollen eine Maschine bauen, die zeigt, welches Potenzial in einer MORI SEIKI NMV5000 steckt. Und es soll diesmal nicht wie so oft auf den Messen der Branche um Turbinenräder gehen.
Wir stellten unser gesamtes Know-how zur Verfügung und haben in rekordverdächtiger Zeit den Prototypen umgesetzt, der im Foto gezeigt wird.
Bilder zum Vergrößern anklicken
Material:
Aluminium Alloy 6082T6
Kunde:
Brembo Racing
Teilbezeichnung:
Glocke Bremsscheibe vorn
Anwendung:
Bremssystem für Motorrad Grand Prix
Commitment:
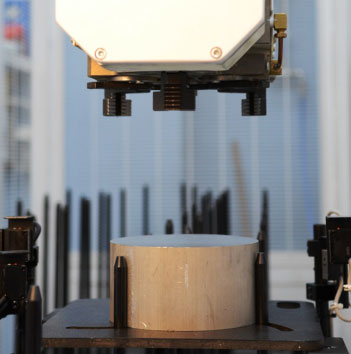
Fehlervorgabe für Ebenheit max. bei 0,05 mm
Durchlaufzeit:
12 Werktage
Beschreibung:
Commitment des Kunden war die Einhaltung der Toleranzvorgaben zur Ebenheit; der Fehler sollte zwischen 0,03 mm und 0,05 mm liegen. Auswirkungen gibt es aber aufgrund von für die Verarbeitung typischer Straffung und Entspannung.
An der Prozessstudie waren in den Phasen der theoretischen Analyse und der experimentellen Überprüfung auch die Lieferanten beteiligt.
Durch die Anfertigung eines ausgewuchteten Dorns mit sechs Greifpunkten und mittels eines Systems, das die Zentrifugalkraft kompensiert, wurde das Ziel erreicht und die Spannung auf die Werkstofffasern verringert.
Die Produktionsüberprüfung hat bemerkenswerte Ergebnisse geliefert, die Fehlermargen lagen zwischen 0,02 und 0,03 mm.
Die Toleranzen sollten auch im Anschluss an die Fräsarbeiten unverändert sein. Daher wurden EINSCHNEIDIGE Werkzeuge validiert, die mit ihren speziellen Schliffkanten die Materialfasern schonen.
Bilder zum Vergrößern anklicken
Material:
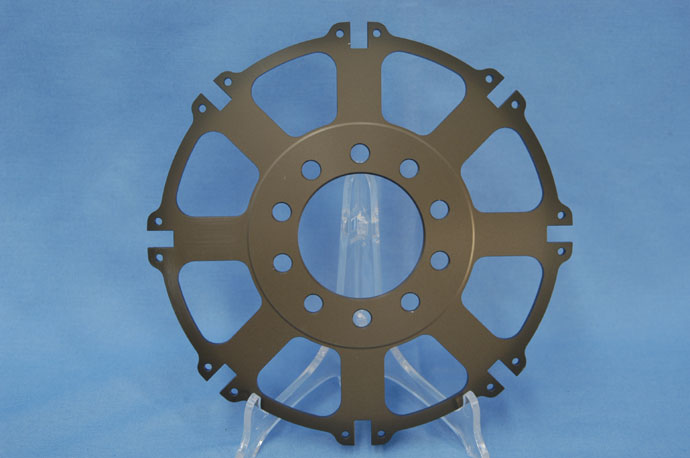
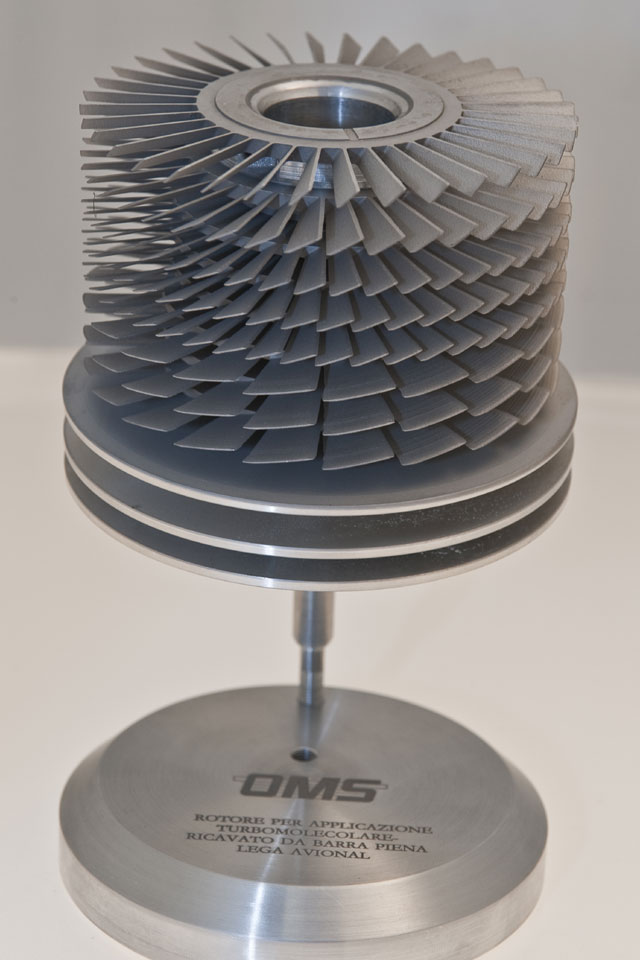
Legierung Avional 2014 t6
Kunde:
Agilent Technologies
Teilbezeichnung:
Turbo Rotor
Anwendung:
Turbo-Molekularpumpenrotor
Commitment:
Turbinenflügel-Parallelität – Konzentrizität zwischen Fuß und Flügeln
Durchlaufzeit:
12 Werktage
Beschreibung:
Die verringerte Rotorflügelstärke macht es unmöglich, die senkrechte Toleranz zur Rotorfußachse innerhalb der Grenze von 0,03 mm zu halten.
Grund dafür ist die übermäßige Erwärmung der Flügel während des CNC-Drehens sowie die starke Reibung des Schneidewerkzeugs.
Die Prozessstudie geht indes von einem zu entwickelnden Werkzeug aus PCD (polykristalliner Diamant) aus, mit funktionellen Schnittwinkeln und -schliffen, die Erwärmung und Reibung verringern sollen. Im CNC-Drehzentrum wird eine Hydraulikkühlanlage für Kühlflüssigkeit mit einem Hochdruckausgangswert von circa 15 bar installiert.
Aus der Zusammenarbeit mit dem Lieferanten ist ein auf unserer Zeichenvorlage basierendes Originalwerkzeug hervorgegangen, mit dem die Fehlermarge in der Senkrechte auf 0,015 / 0,020 mm verringert werden konnte.
Bilder zum Vergrößern anklicken
Material:
Edelstähle der Reihen AISI 303, 304, 316, 416 L
Kunde:
Zusammenarbeit zwischen Ridix und O.M.S.
Teilebezeichnung:
Ridix-Filter Bypass Typ R1
Anwendung:
Filteranlagen für Schnittflüssigkeiten
Commitment:
Die Filtration von mit Metallpartikeln verunreinigten Flüssigkeiten optimieren
Durchlaufzeit:
30 Tage
Beschreibung:
Es wurde angefordert, die Filtrationslösungen der Werkzeugmaschinenhersteller effizienter zu gestalten und zugleich die Kosten zu verringern. Die Lösung sieht im Kern vor, dass die Filtrierungseinheit neben den Maschinen positioniert wird. So kann mit Bypass gearbeitet werden, in einer Endlosschleife und mit der Maschine selbst. Das System verfügt über einen Filtereinsatz und kann verschieden konfiguriert werden. Abhängig davon, welche Arbeitsmaschinen beteiligt sind, können Partikel bis zu einer Größe von 3 Mikron herausgefiltert werden. Die Implementierungsflexibilität, die vom Arbeitszentrum abhängt, die Filtrierungsnähe und die Wirksamkeit des Bypass’, der das Volumen der nicht wiederverwendbaren Flüssigkeit verringert, führten in dieser Verarbeitungsphase zu einer bedeutenden Kostensenkung.